一位老锯切专家的经验之谈
文章出处:锯切技术 人气: 0发表时间:2020-03-18
锯切专家老李已经从事锯切行业三十来年,形成了一套切实可行的提升锯切效果的经验之谈,且听他一一谈来。
一、正确的选择齿距是关键
齿距选择的原则是在被切材料最宽的部位有3~18个齿在同时切,理想齿数是10个齿。例如4/6齿的理想锯切宽度为25~125 mm 的范围。
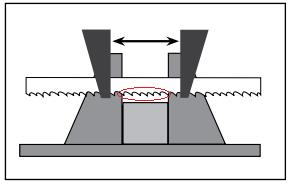
二、正确磨合可能会使单根锯条总锯切面积达到不磨合的锯条寿命的160%
1.锯切易切材料如45号钢,退火状态40Cr时,新锯条的锯切效率设定在正常效率的1/3到1/2左右,磨合的面积大约为300~650cm2 (100mm直径的圆棒料4根到8根左右),然后再逐渐提升进给速度到正常值。
2.锯切难切材料如NAK80、H13、304不锈钢时,新锯条的锯切效率设定在正常效率的3/4左右,磨合150 cm2(100mm直径的大圆棒料2根),然后再逐渐在随后的150 cm2的材料切削中逐渐提升进给速度到正常值。
3.锯切铝及铝合金,钛及钛合金不需要磨合。
三、切削液选择和配合正确最多可能会使单根锯条总锯切面积提升到150%
1.根据切削液厂家的指导建议正确使用切削液。一般来讲,切削液浓度在5%到7%之间(浓度比在15:1到20:1之间),可以用浓度计进行检测。
2.当干切时,锯条速度要降到标准速度的40%~50%左右, 锯切效率也降到原效率的40%~50%,此时锯条寿命估计会降低到湿切时的40%~50%。
四、锯切材料类型决定了锯切的线速度和切削效率几乎所有锯条锯床厂家提供的锯切参数都是根据材料类型来提供的。
1.被切材料越软,锯切线速度和切削效率越快,软材料很容易产生更多的切屑,需要更高的线速度来将切屑及时排出,此时锯切效率也会随之提高。
3.被切材料越硬,锯切线速度和锯切效率设定越低。硬的材料不容易产生切屑。如果切屑未能形成,那么运动的齿尖实际是在与被切工件进行摩擦切割,摩擦会产生大量的热量并且材料被切部位变得更硬(材料表面加工硬化),因而要尽量避免摩擦切割这种情况(球墨铸铁本来就为粉状,不包含在这种情况中)。越硬的材料也需要更大的下压力和更低的切削效率。
4.根据带锯条厂家建议来选择锯切速度。亦可以翻阅本公众号的锯切参数一栏查找推荐的线速度和进给速度,另外也可以输入材料牌号到本公众号后台进行锯切指导信息查询。
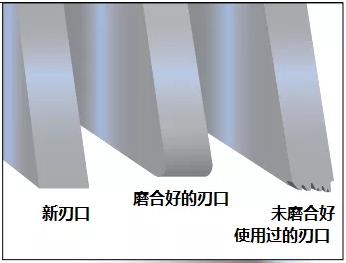
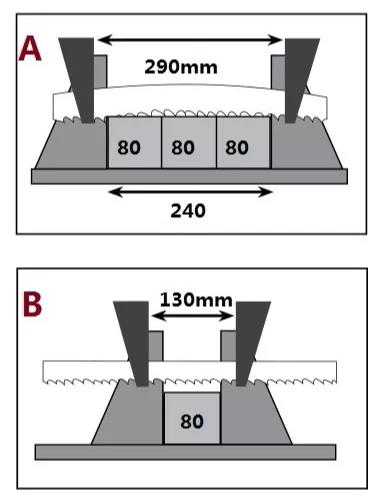
五、锯切效率=锯切时间
总有些客户喜欢在锯床上放尽量多的料,导致导向臂靠近锯轮太近使单位长度的锯条扭转角度过大,从而影响锯条使用寿命。其实,在辅助时间不影响实际锯切时间的情况下,一台HA250(3505mm长)的锯床锯切一根150mm 直径的碳钢与同时锯切两根150mm直径的碳钢生产效率并没有两样,因为锯切效率等于总锯切面积除以锯切时间,而单位时间的锯切面积理论上是基本不变的。
六、实际的锯切参数要根据来料硬度来进行适当调整
锯切参数推荐表中的材料主要是指的退火态(软态)的材料,当材料通过热处理发生硬化后(比如调质和淬火后的材料),需要对线速度和进给速度等参数进行调整,大致补偿系数如下(实际参数=补偿系数*标准参数)。

七、使用硬质合金带锯条锯切同样的材料时线速度和锯切效率可以设定高于双金属带锯条的锯切参数
具体调高多少要根据实际状况而定,因为切削液冷却和锯床状况也得同时跟上。前一阵子用硬质合金锯切一块738H模具钢,双金属需要12个小时才能完成,而合金带锯条仅仅用了4个小时就完成了。
上一篇:带锯床锯切能力的讨论下一篇:没有了



 扫描添加微信
扫描添加微信