硬质合金带锯条切割冷硬铸铁轧辊方案
文章出处:锯切技术 人气: 0发表时间:2017-09-10
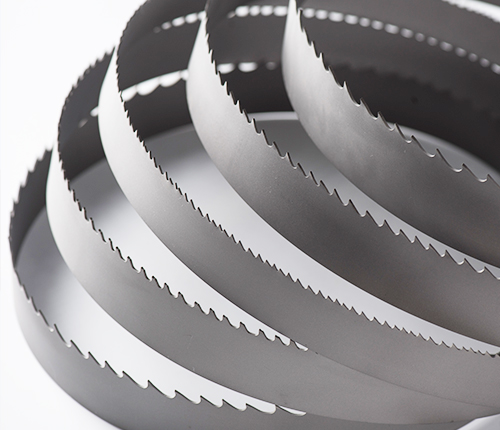
目前国内锯床多为普通双金属带锯床,采用不分齿的硬质合金带锯条切割高硬度材料很容易出现打齿,排屑不畅等现象,而分齿型带锯条抗冲击性较不分齿型高、比较适应我国带锯床的切削环境,因此在普通带锯床上切割钛合金,高温合金,淬火钢材等难切材料时,建议采用分齿型硬质合金进行切割。
下面介绍分齿型硬质合金带锯条切割冷硬轧辊的实用案例,并提出了使用硬质合金带锯条时的注意事项。
1. 切割目的:
本次切割案例是为解决客户采购的一批(冷硬铸铁)轧辊出现普通双金属带锯条根本切不动的问题。解决方法是推荐使用了泰嘉的分齿型硬质合金带锯条系列(CB系列)进行锯切。2.冷硬铸铁轧辊材质介绍:
冷硬铸铁硬度高、耐磨性好,材料表面硬质点和夹砂较多。因此该材料的切削特点:切削力大,其单位切削力达到3000MPa,是切削45号钢的1.5倍和灰铸铁的近三倍;组织硬而脆,切削力和热集中在刃口附近,易造成崩刃和打刀,而且切入切出时工件崩边。带锯条推荐:由于该材料的硬度非常高,不适合双金属带锯条进行切割,推荐使用硬质合金带锯条进行切割。使用硬质合金带锯条切割时也容易磨损和崩刃,切割速度应采用低速挡并适当加大进给。
材料硬度:HS61, 相当于HRC47的硬度。
材料规格:直径140-250mm轧辊。

3. 锯床型号及带锯齿型:
锯床生产商:浙江晨龙锯床型号:G4240/50卧式带锯床
锯条齿形:34mm 2/3变齿
4.解决方案:
线速度17m/min锯切效率:3-10cm2/min
失效标准:切斜量达到5mm.
5.具体锯切数据及锯切效率情况
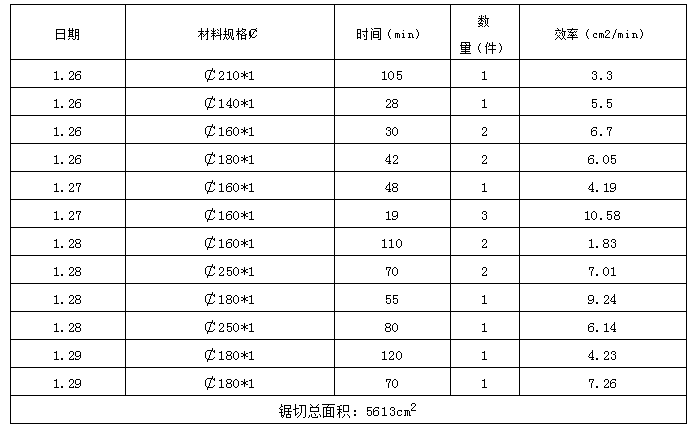
失效情况:客户的预期数量为10件,到数据停止收集时为止锯切了18件,用户对锯切效果非常满意,暂时切割完材料因而停止数据收集。
6. 锯条使用中的注意事项:
硬质合金带锯条齿尖非常脆,因此在安装的过程中,要先上锯条,后将齿尖的护齿套拆除。冬天气温低锯床液压系统不稳定,建议先开机热机1小时后再进行锯切。锯切速度一定不要高于35m/min,因为材料脆性大,容易损伤锯条齿尖。新锯条使用时,要在进给很低的情况下磨合齿尖,效率不要高于在3cm2/min左右。中途锯切其他普通中低碳钢,建议将硬质合金带锯条换成双金属带锯条,以节约锯切成本。硬质合金带锯条卸下时,要注意保护齿尖。在吊较大的材料的时,不要碰撞到锯床、锯条,以免造成锯条损坏,从而造成锯条非正常失效。 上一篇:没有了下一篇:8/11抗拉齿锯切汽车排气管报告



 扫描添加微信
扫描添加微信